Managing and mitigating product contamination is a struggle for many product handling and screening applications, but there is a solution in Industrial Vibrating Equipment.
It is often not efficient, cost effective or practical to use separate handling equipment for each variant of a particular product. Therefore, the only solution is to implement equipment that offers a complete and easy clean down whilst also providing the intricacies necessary to achieve the required handling/sorting for each variant of product.
A European plant recently solved this problem with a Vibrating Screen from Applied Vibration Ltd.
The internal simplicity of industrial vibratory equipment makes it a clear favourite for applications that require rapid and easy clean down. The internal surfaces devoid of any attachments and where additional components, such as screening panels, are required these can often be made quickly removable allowing full cleaning access.
A vibrating screen is designed as such that the product areas contain no additional components or moving parts, making industrial vibration equipment particularly suited to applications where clean down is imperative.
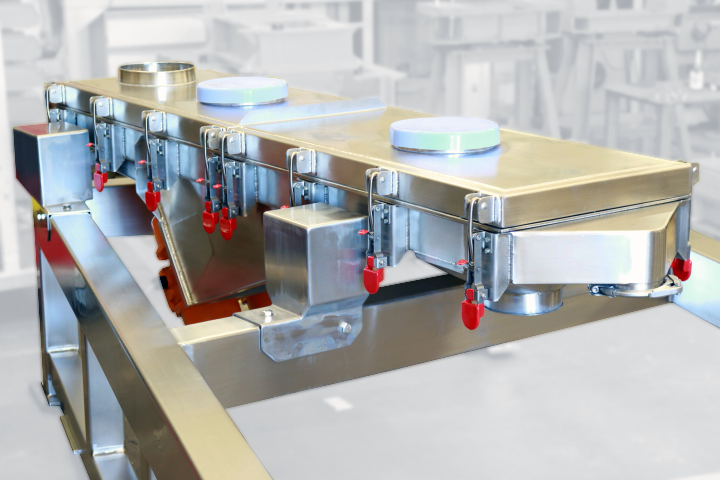
This particular unit has a dust tight quick release cover and mesh assembly that can be removed in under a minute and so is ideal for applications that require frequent clean down and where product changeovers are made. The unit is driven by twin contra-rotating vibrator motors with the amplitude and frequency set to provide the correct action for optimum screening efficiency.
The vibration unit is 316 grade stainless steel and fully welded with all contact welds ground smooth. The design minimises any sharp changes of direction that could create an uncleanable area where bacteria could lodge, thus making the unit hygienic and best suited to the requirement.
The design was bespoke and produced to the customer’s specific requirements, and the bespoke supporting structure (also in 316 SS) allows the unit to be used in conjunction with a previous unit manufactured and supplied in 2003.
Mitigating Product Contamination with Applied Vibration Ltd
Applied Vibration Ltd have also produced tubular vibratory feeders for the food and pharmaceutical industry, which also incorporate removable tubes such that in the case of hazardous products the tubes can be sealed, removed from the drive assembly, and taken away to a controlled area for cleaning. In the case of screens, we also often produce pre-tensioned screening decks that can be removed and taken away from the equipment for thorough cleaning.
Hygiene has become increasingly important for pharmaceutical and food manufacture, and our drives and equipment construction is continually developing to provide ever cleaner lines to match this demand.
